As Kuwait pushes forward with its "Vision 2035" (New Kuwait), the demand for precision-engineered instrumentation, specifically needle valves, has reached an all-time high. The Kuwaiti market is characterized by extreme environmental conditions—ranging from scorching desert heat to highly corrosive maritime atmospheres—making the selection of flow control components a critical factor for operational safety and longevity.
From the massive Burgan Field—the world's second-largest oil field—to the state-of-the-art Al-Zour Refinery, needle valves serve as the "guardians of precision." They are vital for pressure gauge isolation, chemical injection skids, and sampling systems where even a minor leak could result in catastrophic downtime or environmental hazards in the sensitive Arabian Gulf ecosystem.
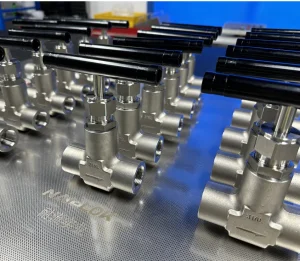
Utilizing SS316L, Monel 400, and Hastelloy C276 to combat the high-salinity and H2S-rich environments common in Kuwaiti upstream operations.
Our needle valves are designed to meet ISO 15848-1 standards, ensuring minimal environmental impact and maximizing gas containment efficiency.
Specialized designs for 10,000 PSI and up to 30,000 PSI for deep-well exploration and high-pressure steam injection projects in Kuwait.
Globally, the industry is shifting toward Digital Twins and Smart Valve Management. Maria Valve is at the forefront of this transition, integrating traceable QR codes on every needle valve body, allowing Kuwaiti field engineers to instantly access material test reports (MTRs) and maintenance logs via mobile devices.
Since its establishment, Zhejiang Maria Valve Co., Ltd. has specialized in manufacturing a wide range of industrial valves, serving key sectors such as petroleum, steel, power generation, chemical, and water treatment. Leveraging years of experience and advanced engineering technology, we have consistently delivered high-quality, reliable valves to clients worldwide.
Founded with a commitment to innovation and excellence, Zhejiang Maria Valve has become a trusted supplier for global process control solutions, offering products that meet rigorous international standards. Since 2003, our company has been dedicated to the development, design, and production of high-performance valves for pipeline and instrumentation control systems.
Our SS316 ferrule-type needle valves are used in the monitoring systems of reverse osmosis units, providing corrosion resistance against seawater brine.
High-pressure isolation valves for manifold headers, ensuring safe maintenance of pressure gauges in sour gas environments.
Precision flow control for laboratory sampling systems and pilot plants where accuracy is measured in drops per minute.
 Pipe Fabrication
Pipe Fabrication
 Injection Molding
Injection Molding
 Precision Cutting
Precision Cutting
 High-Pressure Forging
High-Pressure Forging
 CNC Machining
CNC Machining
 Quality Testing
Quality Testing
 Clean Room Assembly
Clean Room Assembly
 Export Packaging
Export Packaging
Maria Valve is investing heavily in Additive Manufacturing (3D Printing) for valve internals, allowing for complex internal geometries that reduce turbulence and cavitation. For the Kuwaiti market, our 2025-2030 roadmap includes:
We provide a range of needle valves from 3,000 PSI to ultra-high-pressure 30,000 PSI models, specifically designed for KOC upstream requirements.
Yes, we offer NACE MR0175/ISO 15156 compliant valves using materials like Inconel and Duplex Stainless Steel to ensure safety in sour environments.
We work with regional logistics partners and provide comprehensive technical documentation (MTRs, Hydro-test certificates) to facilitate smooth customs clearance and site inspection in Kuwait.
For standard SS316 needle valves, we maintain a large inventory. For custom-forged specialty alloys, lead times typically range from 4 to 8 weeks depending on specifications.